[VIP第1年] 指数:3
[VIP第1年] 指数:3
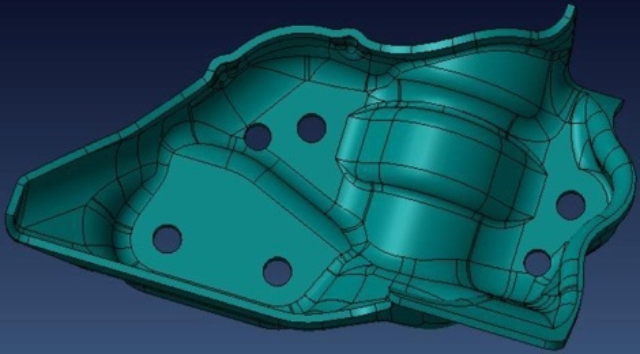
CNC加工原则:模仁、镶件需要CNC开粗的部分,单边预留余量0.2mm,热处理后需CNC精加工的工件,如果产品外观允许,CNC能精加工到位的模具型腔型芯,优先用CNC加工,如不能加工到位的做电极,用电脉冲加工。操作要点:1、准备工作:要求工序、比例尺、设备安全检查;2、加工要点:要求设备安全检查,刀具选择及回程补刀,注蜡要按照要求操作;3、调试要点:要进行定位,调整试模,观察变形情况,调整修整,考核变形尺寸;4、清洁检测要点:要进行清洁检测,检查模型抛光情况,模具尺寸准确。模具加工精度影响产品功能。上海压铸模具加工行价

一般的模具加工方法有三种:铸造、切削加工和特殊加工。⑴铸造工艺铸造工艺,包括:锌合金铸造(冷冲模、塑料模、橡胶模)、低熔点合金(冷冲模、塑料模具)、肖氏铸造工艺、铍铜合金铸造(塑料模具)、合成树脂浇铸(冷冲模)、低熔点合金和合成树脂浇铸模,以及冷冲模上、下模板的制备、大型拉深模和框架部件的坯料的制备。模具钢相关技术数据:火淬火钢,无磁模具钢,红冲模具钢,空冷钢,基钢,日本大同模具钢,瑞典一胜百模具钢,DC53, VIKING,S136, SLEIPNER, CALDIE, RIGOR等。⑵切削加工切削加工方法,包括一般机床加工(适合各种模具加工)、精密切削机床、仿形铣床、仿形刨床、成形磨床、雕刻机床、靠模机床和数控机床。按照加工精度,加工过程可划分为粗加工、精加工和修理加工。上海汽车模具加工市场价格正确的模具维护与保养可降低模具的故障率,提高生产效率,降低生产成本。

在设计浇注系统时,首先是选择浇口的位置。浇口位置选择直接关系到产品成型质量及注射过程的顺利进行,浇口位置的选择应遵循以下原则:①浇口位置应尽量选择在分型面上,以便于模具加工及使用时浇口的清理;②浇口位置距型腔各个部位的距离应尽量一致,并使具流程为较短;③浇口的位置应保证塑料流入型腔时,对型腔中宽畅,厚壁部位,以便于塑料顺利流入;④浇口位置应开设在塑件截面较厚处;⑤避免塑料在流下型腔时直冲型腔壁、型芯或嵌件,使塑料能尽快流入到型腔各部位,并避免型芯或嵌件变形;⑥尽量避免使制品产生熔接痕,或使其熔接痕产生在制品不重要部位;⑦浇口位置及其塑料流入方向,应使塑料在流入型腔时,能沿着型腔平行的方向均匀地流入,并有利于型腔内气体的排出;⑧浇口应设置在制品上较易清理的部位,同时尽可能不影响产品外观。
装配工艺:在装配工艺过程中,要正确拼接调整所有模具零件,使表面归位,比例和位置符合设计要求,达到模具的精密度和完整性,以确保模具加工的质量。机械精度调节:机械精度调节是采用特殊的机械调节装置,以及特殊的精密检验仪器,在规定的条件下,将模具零件的宽度,厚度,孔隙,凸偏,深度等技术参数进行精确的调节调整,以确保模具加工精度达标。抛光:抛光是在模具表面层上抹擦合适的抛光膏,经过精细的抛光,使表面粗糙度减小,有利于模具表面润滑,减小摩擦阻力,同时杂质的残留也清理,以实现表面的光洁和美观。模具组装需严格按照设计要求进行,确保各个部件的精确配合,保证模具的整体性能。

模具加工是否复杂?模具加工是一个高度复杂的过程,主要体现在以下几个方面:精度要求高:模具的加工需要极高的精度,尤其是对于大批量生产的产品而言,每个细微的偏差都可能导致大规模次品,因此必须严格控制公差范围。工艺复杂:模具加工通常涉及多个不同的加工工艺,如铣削、磨削、车削、放电加工、抛光等,每道工序都需要精密的设备和技术操作。同时,模具的结构往往非常复杂,可能包含多个可移动或可拆卸的零部件。多部门协作:模具设计、加工、装配、调试等各个环节需要不同的技术团队紧密协作,确保设计与制造的精确度和一致性。成本高、周期长:模具加工的复杂性还体现在其高成本和长制造周期上,尤其是精密模具的制造过程,不仅材料成本高,加工周期长,而且还需要多次试模和调整。因此,模具加工技术含量高,且复杂程度较大,但通过合理的设计和精确的加工,可以有效提高生产效率,降低生产成本。模具加工速度影响生产效率。上海汽车模具加工市场价格
模具加工工艺多样,包括铣削、车削、电火花加工等,各工艺相互配合,实现模具制造。上海压铸模具加工行价
精密模具加工是制造业中一项至关重要的技术,普遍应用于汽车、电子、医疗、航空航天等多个领域。随着科技的不断进步,精密模具加工技术也在持续发展和完善,为现代工业的发展提供了强有力的支持。精密模具加工技术概述,精密模具加工技术是指通过一系列精密加工设备和工艺方法,制造出高精度、高质量、高复杂度的模具。这些模具在工业生产中扮演着至关重要的角色,是制造高精度、高质量产品的关键。通过采用环保材料、优化加工工艺、降低能耗和减少废弃物排放等措施,实现绿色、低碳、可持续发展。上海压铸模具加工行价
文章来源地址: http://jxjxysb.ehsy.com-shop.chanpin818.com/jwjjg/mojuzhizao/deta_27461900.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。