[VIP第1年] 指数:3
[VIP第1年] 指数:3
旋风铣切削螺纹的优点:加工效率高,比传统加工效率可提高10倍以上,产品-刀成形,偏心切削不需退刀,不改动车床结构,螺旋升角可调,安装方便,表面粗糙度可达Ra0.8微米,加工精度提高2级,车床轴向进给慢,易于操作,对工人专业技术能降低。旋风铣的切削形式分为:内切式、外切式。旋风铣为什么要斜角?这里所指的斜角就是,旋风铣加工里的螺旋升角-在中径圆柱面上螺旋线的切线与垂直于螺旋线轴线的平面的夹角。对应的就是螺纹工件的牙型角-螺纹轴向平面内螺纹牙型两侧边的夹角。牙型斜角-螺纹牙型的侧边与螺纹轴线的垂直平面的夹角。对称牙型根据旋风铣切削原理是需要螺旋升角的。降低螺纹加工的成本。南京三螺杆泵转子旋风铣欢迎来电

数控旋风铣机床是与普通车床配套的高速铣削螺纹装置,可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。旋风铣的几个特点,涡轮流量计分析如下:旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机;根据涡轮流量计的工件设计和配备适合的刀具形式。刀盘端面跳动和径向跳动控制在2μm;每件都通过三坐标测量机检测合格再入库。旋风铣电机与主轴之间采用同步齿形带传动,传动平稳,无滑差,速比更恒定。主轴的端面跳动和轴向窜动控制在5μm;每件都通过三坐标测量机检测合格再装配。旋风铣的主轴加工是在加工中心一次装夹完成加工:旋风铣的刀盘加工是在加工中心一次装夹完成加工:旋风铣刀和旋风铣可转位机夹刀片突破了国内旋风铣无法多刀成型加工的瓶颈。南京丝杆旋风铣可与其他加工方法结合使用。

在旋风铣的螺杆加装时,一个重要的要点是质量检测。在选择螺杆时,应对其进行质量检查,包括外观有无缺陷、螺纹的粗糙度是否符合标准、螺杆的直线度是否良好等。只有质量合格的螺杆,才能保证在后续的使用中稳定可靠地运行。安装环境的控制也不可小觑。应确保安装现场的温度、湿度适宜,避免在极端环境下进行加装操作。因为温度的变化可能会影响螺杆的尺寸精度,湿度过高则可能导致部件生锈。再者,防护措施要到位。为了防止在安装过程中对螺杆造成意外损伤,应采取适当的防护手段,如使用软质材料包裹易碰撞部位。同时,也要为操作人员配备必要的防护装备,保障人身安全。另外,安装后的维护计划也要提前规划好。明确定期检查的时间间隔、维护的内容以及需要更换的易损件等,以保证螺杆在长期使用中的性能和寿命。
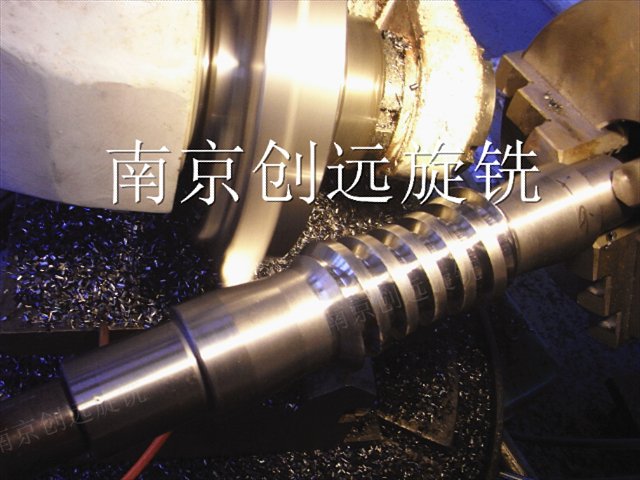
螺纹加工主要是采用的螺纹车刀车削螺纹或采用的是丝锥,扳手工艺攻丝及套扣等方法。随着中国数控旋风系铣加工技术的发展,使得更加先进的螺纹加工方式—螺纹的数控铣削得以实现。螺纹铣削加工主要采用数控撞,铣类机床或加工中心。对于小直径(<20mm)常用攻丝,套扣等方法来加工;对于材质硬度高,孔数较多的大型精密非标准内螺纹的加工,用这些传统的加工方法则比较困难。对于螺纹南京创远旋铣装备削加工方法,则很好地解决了用传统方法难以加工的大型精密内螺纹的加工问题。它可严格控制中径公差、减小或消除刀具切削时对牙型的干涉,提高了被加工螺纹的精度,并且加工效率高。加工过程中切削飞溅如旋风。

减速器旋风铣的另一个突出特点是高效的加工速度。在当今竞争激烈的市场环境中,生产效率是企业赢得竞争的重要因素之一。旋风铣通过高速旋转的刀具和先进的切削工艺,能够在短时间内完成大量的加工任务。相比传统的加工方法,它缩短了减速器零件的加工周期,从而加快了整个减速器的生产进度。这种高效的加工速度不仅能够满足大规模生产的需求,还能及时响应客户的紧急订单。同时,快速的加工过程减少了在制品的库存,降低了管理成本。对于企业来说,意味着能够更快地将产品推向市场,抓住商机。 机床性能对旋风铣效果有影响。南京螺杆泵旋风铣加装
切削深度可根据需求进行调整。南京三螺杆泵转子旋风铣欢迎来电
一般小导程滚珠丝杠都采用单线,中,大或超大导程采用两线或多线。丝杠的高效加工方法——南京创远旋铣装备削丝杠。丝杠的高效加工南京创远旋铣装备是安装在车床上与车床配套的高速铣削螺纹装置,将南京创远旋铣装备安装在车床中拖板上车床夹持丝杠完成低速进给运动,南京创远旋铣装备带动外旋刀盘硬质合金刀具高速旋转,完成切削运动。从丝杠上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min)加工效率很快,并采用压缩空气进行排屑冷却,加工过程中切屑飞溅如旋风而得名-丝杠南京创远旋铣装备。南京三螺杆泵转子旋风铣欢迎来电
文章来源地址: http://jxjxysb.ehsy.com-shop.chanpin818.com/jichuang/lwjgjc/deta_22093545.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。